Pressofusione di leghe di alluminio, zama e ottone, stampi trancia bave e stampi per il soffiaggio di materie plastiche
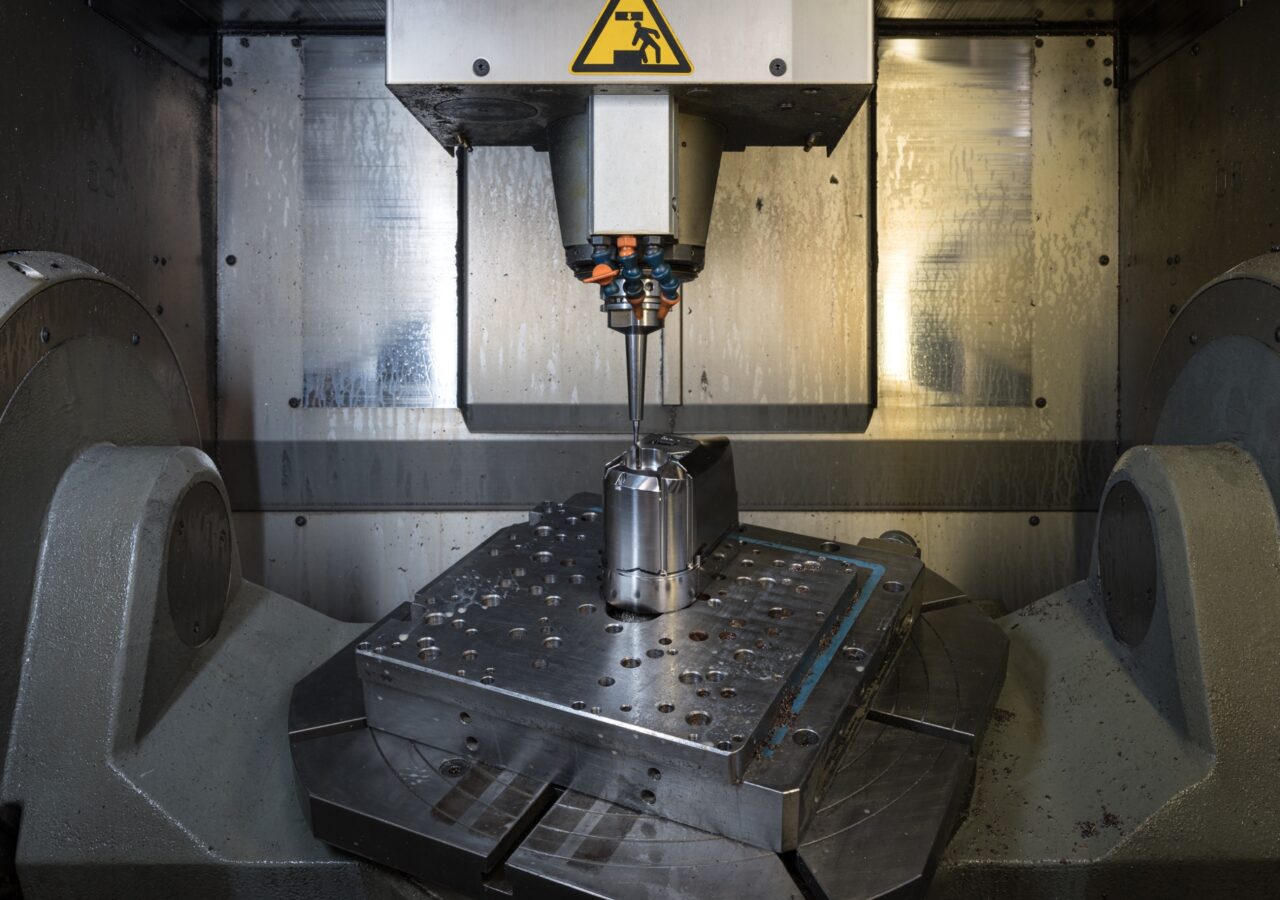
FRESATURA CNC
Mediante centri di lavoro a 3 e 5 assi, eseguiamo lavorazioni di superfici piane attraverso l’utilizzo di strumenti da taglio rotanti. Grazie all’introduzione di tecnologie CAM si possono ottenere forme e superfici complesse e sagomate
TORNITURA CNC
Costruzione e lavorazione parti dello stampo quali spine figura, carote di iniezione, bussole di colata, controcolate e tutti i componenti meccanici di forma circolare.

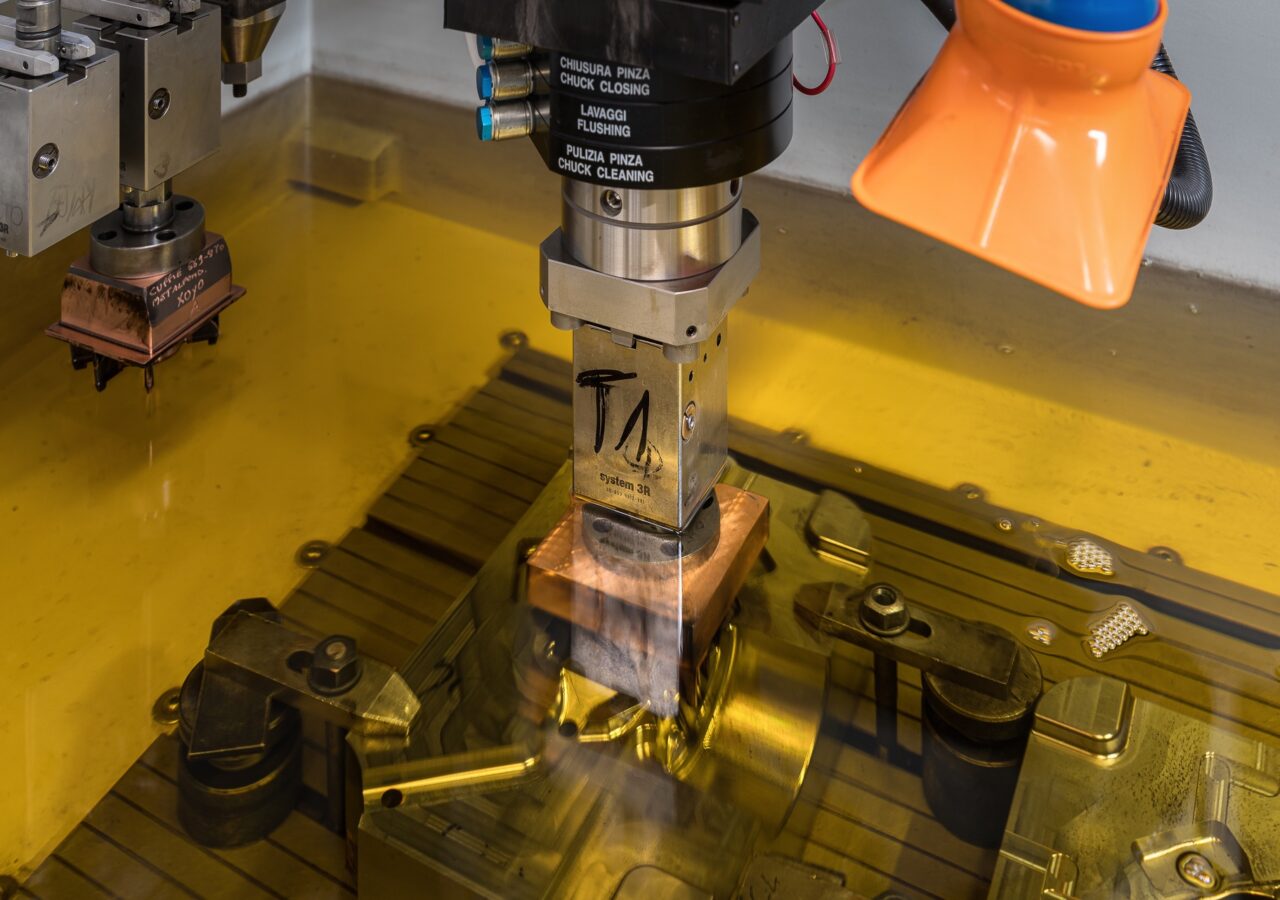
ELETTROEROSIONE A TUFFO (EDM)
L’elettroerosione è una tecnologia di lavorazione che utilizza le capacità erosive delle scariche elettriche.
Con l’ausilio di elettrodi in rame vengono eseguire lavorazioni che non possono essere fresate su centri di lavoro.
Questo tipo di lavorazione garantisce un grado di finitura superficiale migliore, con bassa rugosità, ottimo per zone che successivamente richiedono una lucidatura manuale.
ELETTROEROSIONE A FILO (WEDM)
Tramite la tecnologia erosiva, un filo in materiale conduttivo viene teso attraverso un foro nel materiale da lavorare per ottenere con precisione spine, centraggi e ricavare pezzi finiti da un unico blocco già temprato.
Utilizzata per tagli di alta precisione nelle lunghezze, pezzi cilindrici, conici o per utensili speciali.


RETTIFICA
Svolgiamo regolarmente operazioni di rettifica di pezzi piani sia in acciaio tenero come C45 e bonificati 2312-2738 che in acciai temprati di durezza 50-52HRC capacità 1200×600
TRATTAMENTI TERMICI
Nel nostro reparto eseguiamo trattamenti di tempra con forni a muffola e in atmosfera controllata, con successivi cicli di rinvenimento. Un forno a muffola è dedicato ai cicli di preriscaldo delle matrici che necessitano di riporti di saldatura TIG. Si eseguono inoltre cicli di distensione e, dove necessario, ricottura di pezzi
temprati


LUCIDATURA/FINITURA AL BANCO
Una delle principali lavorazioni eseguite al banco è la lucidatura delle impronte per diminuire la rugosità superficiale da lavorazione
Viene poi eseguito l’assemblaggio dei vari componenti dello stampo e il montaggio dello stesso
SALDATURA TIG (Tungesten Inert Gas)
Questo tipo di lavorazione assicura saldature esenti da scorie. È indicata per il riporto di acciaio nelle zone della figura e resiste molto bene agli shock termici durante lo stampaggio.


CONTROLLO
Prima della consegna dello stampo, viene testato il corretto accoppiamento sotto presse provastampi.
Emulando al meglio il processo produttivo della fonderia, vengono evitate perdite e scarti, puntando su una precisione e una qualità di massimo livello.
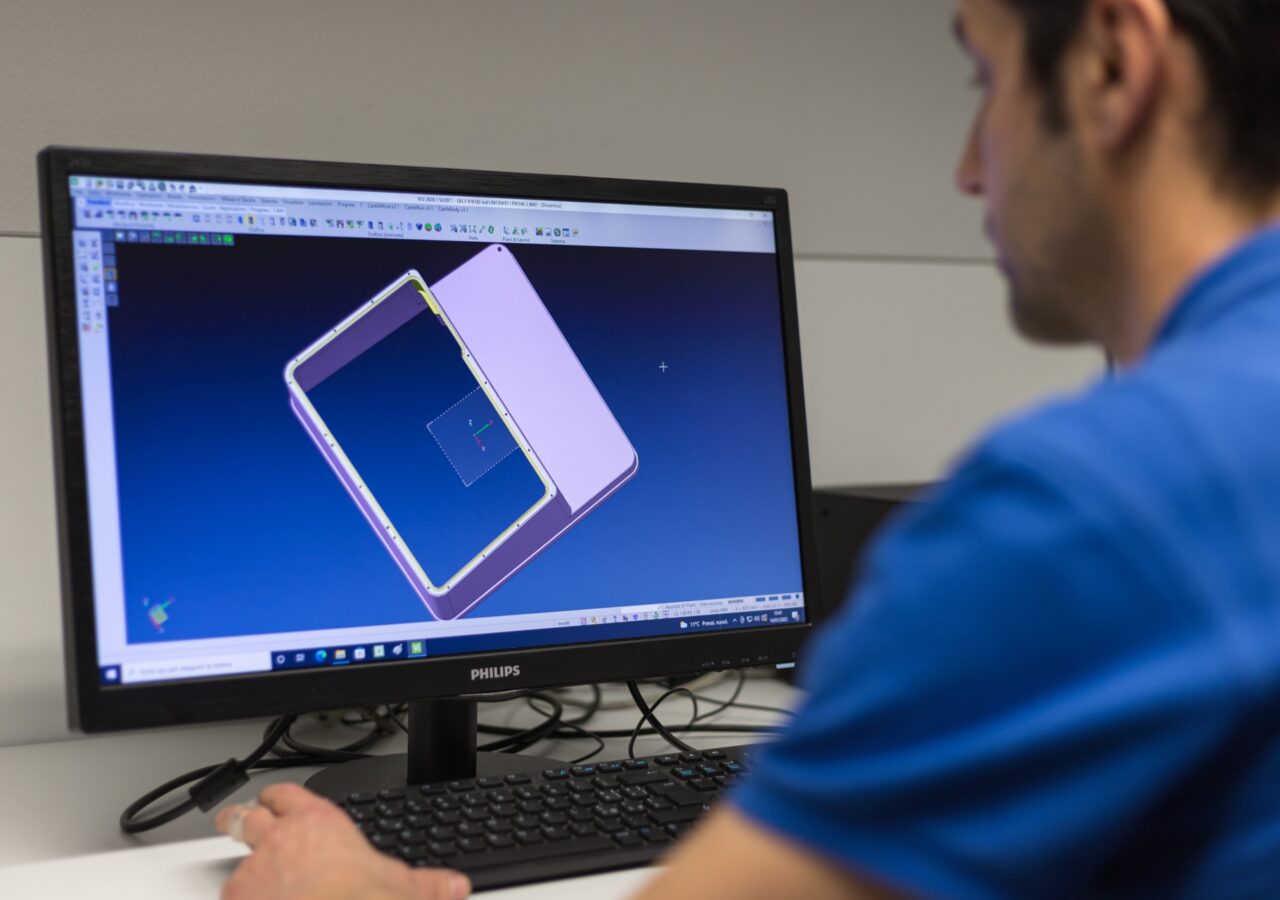
PROGETTAZIONE
La progettazione viene svolta in modo attento e professionale all’interno dell’ufficio tecnico con l’uso di programmi CAD , seguendo i disegni forniti dal cliente o anche da pezzi esistenti.